Применение горячего цинкования для защиты от коррозии
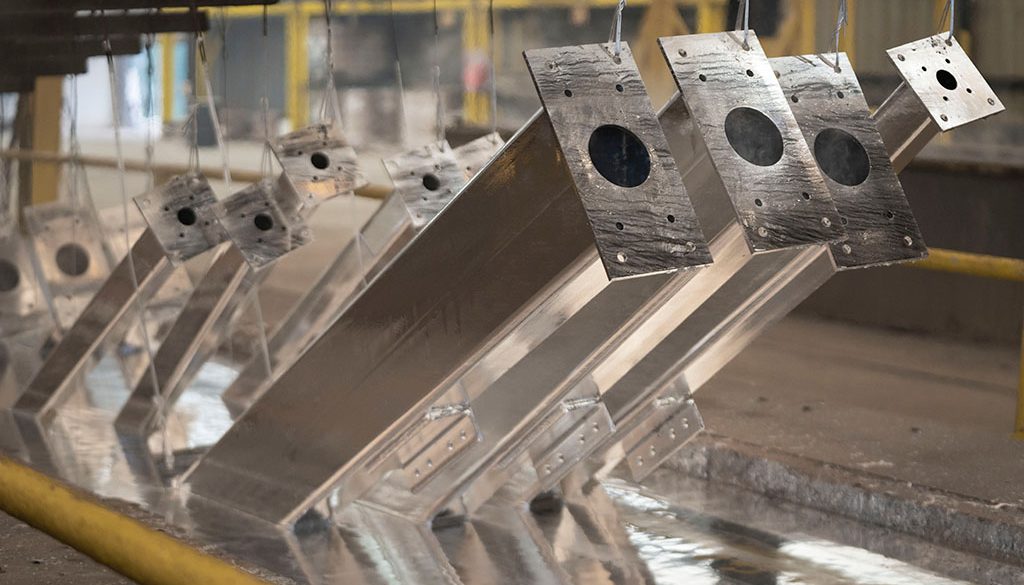
Горячее цинкование является процессом, когда изделие погружают в ёмкость, где находится расплавленный цинк и температура находится в пределах 4600С.
Цель этого метода — защитить металл от коррозии. Под действием высоких температур цинк аккуратно и равномерно будет распределён по поверхности изделия, для создания защитного слоя. Почему именно цинк? Он образует во время взаимодействия с кислородом оксидную плёнку, что предотвращает дальнейшее разрушение материала.
После горячего цинкования металл получает слой с непроницаемой оболочкой, защищающей его от ржавчины. Если же данный слой получил повреждение, то цинк снова взаимодействует с кислородом, и вновь начнёт образовываться слой защиты. Этот процесс можно назвать – самовосстанавливающаяся защита.
Если же этот слой повредится до железа, то процесса образования ржавчины
не удастся полностью избежать, но он будет протекать менее интенсивно. Это связано с гальванической парой, образующейся между цинком (Zn) и железом (Fe). Цинк, как более динамичный металл, в первую очередь подвергается коррозии. Менее же активное железо в меньшей степени подвергается разрушению от ржавчины.
Технология горячего цинкования металлоконструкций
Проведение подготовки к обработке
Данная последовательная процедура включает несколько шагов. Пропустить никакой из них недопустимо, так как от этого зависит качество слоя и адгезия цинка к металлу.
- Обезжиривание: перед процедурой заготовки помещают в ванну, где удаляют загрязнения и пыль с поверхности. Химические растворы (кислотные и щелочные), согласно ГОСТ, обеспечивают оптимальное обезжиривание при температуре 80°C.
- Промывка: этот этап необходим для удаления частиц обезжиривающих веществ и пены, предотвращая их попадание в прочие ёмкости.
- Травление: соляную кислоту нагревают до 240С, и она удаляет закиси железа и ржавчину, сглаживая дефекты. Данную реактивную смесь используют для травления, а ингибиторы делают эту процедуру более медленной.
- Промывание: далее, повторное промывание удаляет остатки раствора.
- Флюсование: это удаление железных окислов после травления. Флюсование создает пассивную пленку, обеспечивающую смачивание при покрытии горячим цинкованием. Рекомендуемая температура — 60°C. Перекись водорода используется для очищения, а осадок фильтруется, обеспечивая ровное нанесение цинка.
- Сушка: при погружении влажной конструкции в расплавленный цинк возникает риск микровзрывов из-за испарения воды, что ведет к неравномерному покрытию. Влажное изделие также охлаждает цинк, требующий дополнительной энергии для поддержания температуры. Предварительная сушка конструкции при 100 градусах — критически важный шаг.
Процесс гальванизации
Гальванизация металла — это процесс, требующий тщательной подготовки поверхности.
- Подготовка поверхности: после тщательной подготовки начинается гальванизация. Цинк нагревается до 4500С, а деталь погружается в расплавленный состав. В это время Fe начинает реакцию с Zn. При этом, внешняя часть детали покрывается чистым цинком.
- Оптимальная скорость опускания: важно контролировать скорость опускания детали. Слишком быстрое опускание приведет к быстрому расплавлению флюса и образованию окислов. Слишком медленное опускание ухудшит качество сцепления.
- Формирование первичного слоя: первичный слой образуется довольно быстро. В дальнейшем, когда образуется более толстый слой, реакция начинает проходить более медленно. Общее время погружения составляет примерно пять минут, и оно зависит от размера изделия.
- Удаление шлака: после погружения начинает образовываться шлаковая прослойка на поверхности детали. Перед поднятием детали следует аккуратно удалить шлак скребком.
- Толщина слоя: скорость, с которой вы поднимаете конструкцию, оказывает влияние на слой цинка. Медленное поднятие детали приведет к более толстому покрытию. После того как из ёмкости извлекли деталь, цинк начинает вступать в реакцию с кислородом, образуя оксид ZnCO Эта прослойка не только эффективно защищает от коррозии, но и обладает высокой твердостью
Обработка
Следующая обработка может включать быстрое остывание детали из-за воздуха. Скорость охлаждения напрямую влияет на твердость покрытия: чем быстрее проходит остывание, тем более прочное покрытие. Закалка воздухом является более экономичной альтернативой жидкостному охлаждению.
Иногда изделия, прошедшие цинкование горячим цинком, подвергаются дополнительному оцинковыванию или окрашиванию, чтобы создать дополнительный слой, и улучшить внешний вид. Изделия, после горячего цинкования, купить можно на заводе ЗСМК.
Контроль
Для подтверждения качества покрытия проводится визуальный осмотр, но также необходимы контроль ультразвуком и с помощью магнитного толщинометра, чтобы гарантировать равномерность толщины покрытия. Весь период горячего цинкования происходит примерно за 12 часов.
Разница между горячей и холодной оцинковкой
- Метод покрытия: при горячем цинковании металлоконструкции старательно погружают в ёмкости, где находится цинковый раствор.
- Температурный режим: подобное цинкование требует высокой температуры (около 460 °C).
- Преимущества: горячая оцинковка имеет более долговечное и прочное антикоррозионное покрытие. При данном методе получается ровное, однородное покрытие без стыков.
Исходя из конкретных требований и условий проекта можно выбрать наиболее подходящие услуги горячего цинкования.
При горячем цинковании цена зависит от следующих факторов
- Сложность подготовки к оцинковке;
- Размер и вес изделий;
- Технические характеристики;
- Количество деталей;
- Транспортировка и логистика;
- Регион и спрос на услуги.
Вы можете заказать данную процедуру на Заводе Сварных Металлических Конструкций в Москве. ЗСМК — это современное предприятие, специализирующееся на производстве металлоконструкций и оказании услуг горячего цинкования. ЗСМК является признанным лидером в области качественных металлоизделий. На заводе производят разнообразные металлоконструкции, включая арматурные каркасы, баки, резервуары, ограждения, вышки наблюдения и многое другое.
Плюсы горячего цинкования:
- Защита от коррозии. Цинковое покрытие на поверхности формирует защитный барьер, который препятствует окислению углеродистого сплава. Срок службы оцинкованных конструкций сравним с временем службы изделий из нержавейки.
- Устранение возникающих дефектов покрытия. Цинк имеет высокую анодность по отношению к железу. В процессе эксплуатации без нагрева до высоких температур он постепенно затягивает поврежденные участки, восстанавливая защитный слой. Скорость этого процесса составляет около 2 мм за год.
- Механическая прочность. Слой цинка толщиной до 250 мкм лучше сопротивляется механическим нагрузкам в сравнении с порошковой краской. При ударах или воздействии абразивов на нем не появляются дефекты.
- Доступная стоимость обработки. Цинкование в ваннах с расплавленным металлом на 30–40% дешевле нанесения покрытия электролитическим способом. Это снижает себестоимость готовой продукции для заказчика.
- Низкая цена проката. При покупке труб или сортового проката из углеродистой стали с цинковым покрытием клиент тратит в 4 раза меньше денег в сравнении с приобретением аналогичных изделий из нержавеющих сплавов.
- Надежность крепежа. Оцинкованные резьбовые крепежные детали имеют класс прочности от 8.8 до 10.9, что намного выше, чем у нержавеющих болтов, гаек, шурупов.
Минусы горячего цинкования:
- При нанесении расплава на поверхность увеличиваются размеры обрабатываемых деталей. Поэтому при изготовлении резьбового крепежа необходимо делать специальную высадку.
- Метод горячего цинкования позволяет обрабатывать крепеж размером от М5.
- В процессе подготовки поверхность протравливается растворами кислот и другими агрессивными веществами, что делает этот технологический процесс менее экологичным.
- Во время погружения в ванны цинк налипает на поверхность неравномерно, возможно образование небольших наплывов. Это не позволяет делать изделия с очень точными размерами.
Несмотря на некоторые недостатки, горячее цинкование позволяет защитить от ржавчины различные изделия из углеродистой стали и избежать потерь миллионов тонн металлоконструкций из-за коррозии. Кроме того, благодаря большому сроку службы цинкового слоя удается сэкономить миллиарды рублей, которые понадобились бы на постоянное возобновление лакокрасочного покрытия на металлических изделиях.
 Резка труб лентопильном станком
Резка труб лентопильном станком  Гибка металла
Гибка металла  Рубка металла гильотиной
Рубка металла гильотиной  Лазерная резка
Лазерная резка  Резка Газом
Резка Газом 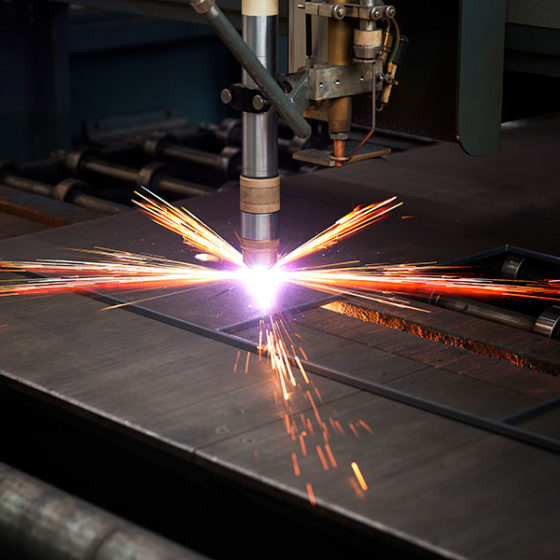 Плазменная резка
Плазменная резка  Холодное цинкование
Холодное цинкование  Гальваническое цинкование
Гальваническое цинкование  Порошковая покраска металлических изделий
Порошковая покраска металлических изделий  Доставка автотранспортом
Доставка автотранспортом